����һ���J��
�X������ĆΏ�
܈���ٶȑ��_��
܈�C܈���OӋ�ٶȵ�80���� ���
�X�I��˾�ĵ�ACIIENACH��˾���Mһ�_1500 mm��݁�������X����܈�C���OӋ�ٶȞ�2 000 m��min��Ŀǰ�Ώ��X��܈���ٶȻ�����600m��miT����ˮƽ�����ȆΏ������ٶ�һ����O֭�ٶȵ�60����70����
�����X���ڸ���܈�ƕr������
�������ӣ���ġ����β����Ȇ��}���κ�ȱ�ݶ���������µ��Έ�U���ɲ��ʴ���½��Ȇ��}���P�߾���܈�����a��������
�X����ĬF����һЩ���Է�����
����1 ��ĵĶ��x
���������ָ��ȡ���X��������܈�Ʒ���ֲ����B�m���䌍�|��ԓ̎�X���^�ɣ���ȡ����Ŀ�϶�ʱ�ƽ��̎�Ĵ��S����ĵļ��أ���IJ��֕���ܡ���ޟ������?
����2 ���ԭ��
�����X��܈���^���У������a��������
׃�����Ħ���ᣮʹ܈��׃�΅^ʼ�K̎���ܟ��B�����׃�΅^��܈݁�ֲ��ض��^�ߡ�������܈��
��s�͵����_��s������ʹԓ̎��
����Û׃�t�c֮����ԓ̎�����X��׃�ɣ������X����ȡ�^���Пo������չƽ���tԓ̎��ȡ���
��϶����ƽ��̎�Ĵ��۷e����γ���ģ�����Щ�Y���ό���Q���ġ��ڌ��H���a�У�����X����ĵ�ԭ����Ҫ���������棺
����1܈���ȴ�(2)���΅�����������
�������^��(3)��sҺ���䉺���������������(4)��ˇ���������Ʋ�����(5)֧��݁�в�������(6)չƽ�C������(7)���Ή�������
����3 ԭ��������A����ʩ
����(1)����
�X��܈�C܈݁�����������A���A���c�������\�Еr���e�^�����ٕr܈݁�ض������^�ͣ���ҲС���e����݁����������С�������ٵ��οژ˺�ȵ��^���У���
����Ο��ֱֲ������֭���Ĵ���|ַ����С�r�������^�����σɂ�ƫ�ɣ���������һ���ğ���ʹ����ƽ���������^�L���σɂ����^�ɶ��γ���ģ���չƽ݁�����������£������ϵ��X���ܵײ�����ϵ�Ӱ푣�Ҳ���a��������ģ����Hʹ�ײ��������y������ײ��ϴ�����ğo��ʹ�ö�Ӱ��ɲ��ʡ��ȴ�r�������ٴ���|�������@���ƣ������ڸ���܈�ƽеğ����^�����в������^�ɶ��γ��йġ�
������ˣ��������ڂȴ�וr�İ�����r���r�{��܈݁�ȣ����C����|��������܈�ƕr�İ��ο��ƣ��Ƿ�ֹԓ���ĵĴ�ʩ֮һ��
����(2)���^���΅�����ָ�O����Ŀ�˰�������������Ŀ�˰��һ�����タ�����оo��߅�ɵĶ��ξ�����Ҫ�r���Ը�����Ҫ�M�����������΅���ֵҪ�������ھ����ڰ�����r���µ���������a�������������ΰ��΅������O����ʹ�ϵ��������c�µ��εİ��΅����^���ֲ��������˵ą^׃�΅^�����^�L��܈݁�в���׃�Ο��^��܈݁�������Ҳ���ϵ��в�����ƫ�ɣ��Ϳ��ܳ��F�в��ĬF��
������˰��΅������O֭��횱��C��
�T����ƽ��ͬ�r���C�в���߅���Ծo��������һ���иߣ�߀Ҫ���]�����g���΅����ĺ����^�ɡ�
����(3)�����X��܈�C�ڴ���܈�r��׃�΅^���a����׃�Οᣮ܈���͵���s���Ì�����݁�͡�����܈���P��Ҫ�������s�͵ć��䉺�����������㣬��sЧ������Ӱ푣����ڌ��H���a�^���У���s�͵ĉ����������ܱO�ء�һ�㲻�������}���ܶ��ͺ���܈�͵ć������������B�Ӈ������
����
�����șCе���ϣ������H�����ڹ����^�g�ȵ���sҺ�����͉������㣬��sЧ���s����ۿۡ�ʹ�����^��܈����ƫ�ߣ�����ƫ�ɶ���ġ�
������ˣ������ڙz�释��ć���Ч����һ�����F��ĬF���rͣ�C�z�释Һ������r���@�Ƿ�ֹԓ��ĵĴ�ʩ֮һ��
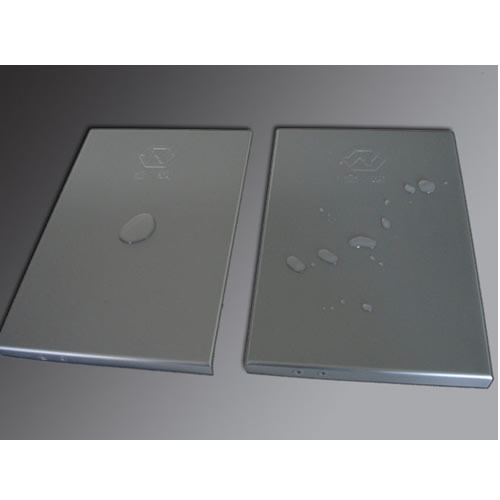
����(4)���H�X��܈��׃�΅^��̎�ڻ�ϝ����׃�΅^�ȵ��w����|�����^�߶��l��߅��Ĥ���ѣ�����
����ֱ�ӽ��|���˕r׃�΅^�ȉ���һ�������w�Г�����һ���քt������|���w�Г��΅^�ȵ���Ĥ���Ҳ�S�����ʵ����Ӷ��p�١�ͬ�r���ڸ���܈�Ơ�B�£�������׃�Οጢ������׃�Μض������������ͷ��ӟ��\�Ӽӄ������������p�١���Ĥ
�����½�(��Ҋ�D1)���������F��Ĥ���ѣ����ٱ����_ʼ���F�������˕r�Ľ^���ضȷQ��܈�����R��ʧЧ�ضȦ������׃�΅^�ֲ��ضȳ��^�˦����t߅����l�����ѣ����½��ٱ���l��ֱ�ӽ��|���Ķ�ʹĦ�������ӣ�
ĥ�p�ӄ���׃�΅^�ض�Ҳ�S֮�������@���Mһ�����M����Ĥ�����ѣ��˕r���ٱ���l��ֱ�ӽ��|����e�ٷ֔�M������Ѹ�����ӣ�������ԓ̎Ѹ�ٷe�ۣ�����ԓ̎��������׃�����ġ�
������ˇ�����Ͳ�ͬ���R��ʧЧ�ض�T��Ҳ��ͬ����ض��c�������A�����ܼ�
���ӄ�������P�������ӄ��������γɵ� ��Ĥ�ď����^�������^�ߜض��²����ѣ���Ҋ�D2��,����ͬ��ȵ����ӄ����γɵ���Ĥ���Ⱥ��R��ʧЧ�ض�T���ֲ�ͬ��܈���͵ĺ������ƌ�������Ĥ���ȡ����܈���ٶȷdz���Ҫ��
����һ��܈���͵����ư��ո���Ĥ���ȡ���
ճ�������Ͱ߃A���ԭ�t�������x�ú��m�Ļ��A�ͣ�̼���C10~C14֮�g0�������m�����ӄ��������ԏͺ������ӄ���������2%~3%����1%~2%��ͬ�r���������S���a�Č��H��r�M���{���������^���Ї�����ƺ�܈���͵ĸ�����܅�����
����(5)�F���X��܈�ƶ��dz�ע��܈�C�C�ȭh�����坍�l������݁������ᘌ�܈�ƭh�����坍��Ҫ
�O���ġ��������݁��һ����ë�֣�����ܛ�����ǡ���֧��݁��ĥ�pС��ȱ�c��һ�����Ю����������������ײ���֧��݁��ͬ�r�����̡������á��F�ڶ����þ۰����zƬ�������ЈԹ����á������������Q����ȃ��c����������zƬ�c֧��݁�Ǻϲ��ã��γɾֲ��c���|��С��e���|���ڸ���܈���^���У�֧��݁����ֲ�Ħ���^����ܓp����Ӱ푵�����݁���Ķ������������ۡ����µ�܈�ƕr������λ�ó����F��ġ�
������ˣ����Q��݁���zƬ����Q֧��݁���횙z����݁���zƬ�c֧��݁�ĉ���݁�Ƿ�������ͬ�r�{������݁�����������a�r��ע���^��������|����r�����A��ԓ���ĵĴ�ʩ֮һ��
����(6)չƽ݁�������X��܈�Ƶķ����M�зdz���Ҫ�����������Ќ��ŷ��y����չƽ݁�ɂȅ��c�������Ƶ�������һ��ƽ�r�v���ٶȣ�����ָ܈݁�ľ��ٶȣ��������ڳ����X���ϵ�չƽ݁���ٶ�Ҫ��܈݁���ٶȿ�20%~30�����܈�C�ٶȞ�1500m/min���tչƽ݁���ٶȿ��_1800m/min~2000m/min���tչƽ݁���ٶȿ��_1800m/min~2000m/min������˸��٠�B�£�չƽ݁�ĉ�����B����ȡ�|���кܴ�Ӱ푣�����������X���ϵĉ������ˣ����ϵĵ�Ħ�������ֲ��a���ğ���Ҳ��ʹ�ϰl����ġ��ڌ��H���a�У������ÜpСչƽ݁�ĉ���������չƽ݁��ĥ���ȵķ�����p�p��������ġ�
����(7)��ߵ��Ή����ʣ��������ٶȵ���ߣ����ǣ����ӵ��Ή����ʣ���ζ��׃�΅^�L������Ħ�����׃�Ο����ӣ�܈��׃�΅^��Ĥ��
�᷀�����½��������s�͟o�����r��׃�΅^�ğ������ߣ����п�����ɾֲ������ķe�۶��γ���ġ�
������ˣ��������������|���O�����s������������õ��Ή����ʡ�һ��ɿ�����52%���ҡ�
����4 �Y���Z
�����X��܈������������a�н��������Ć��}���ǰ��ξֲ������ķ�ӳ��ԭ������Ͽ��Ԛw�{��Cе�ĺ�ˇ�ăɷ��棬�ھ��wԭ��δ���_֮ǰ�����ֹ�����UƷ���F��һ�㶼�Ȳ��ý��ء����ٵķ������M�����a��ͬ�r�ٲ��Ҿ��wԭ������������ֹ��ĵ�һЩ��ʩ�������a���`�����ұ��C������֮��Ч�ģ�ϣ��ͬ������������
�c�������P���c�YӍ:
���˽���� ���� ���P��ϢՈ�L��
�ͲČ��^ ��