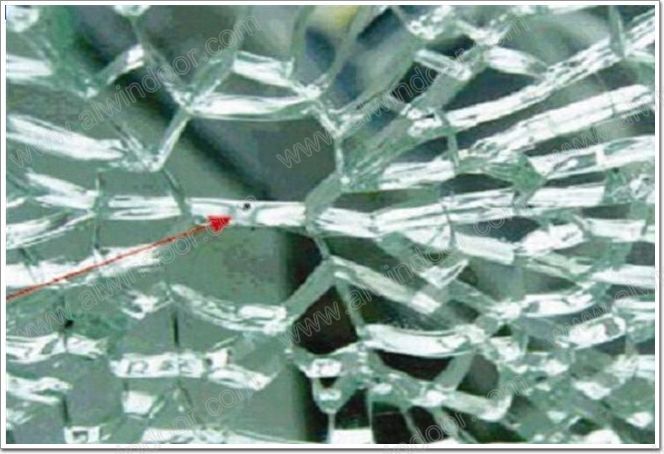
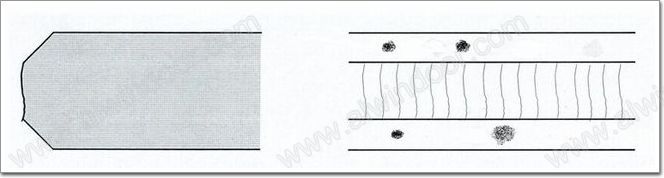
ЎЎЎЎЛйЖ¬ЧчУГЈә1.ұнХчд“»Ҝ¶ИЈ¬2.ЛйЖ¬ҪөөНҢҰИЛуwөДЗРёоӮыәНҙМҙ©ӮыЈ¬үӢВдҢҰИЛОпөДӮыәҰЎЈЎЎЎЎ5mmТФЙПд“»ҜІЈБ§Ј¬НкИ«оwБЈ оЛйй_ҝЙҝҝ¶ИБгЈ¬НкИ«ұЈБфФЪФӯО»ҝЙҝҝ¶ИБгЎЈд“»ҜІЈБ§ұ»Ј¬оwБЈ»ҜТвБxІҝ·ЦК§ИҘЎЈоwБЈЧғҙуЕcд“»ҜІЈБ§ұ»ұИЭ^ЎЈЎЎЎЎҪвӣQ·Ҫ·ЁЈәҪөөНЛйЖ¬оwБЈ”өЈ¬НЁЯ^ФҮтһҢӨХТәПЯmөДоwБЈвg»ҜөДұнГжүә‘ӘБҰЦөЈ¬ұнГжүә‘ӘБҰУРПВПЮЈ¬УРЙППЮЈ»5ЎӘ12mmәсЈәұнГжүә‘ӘБҰһйҙуУЪ69MPaЈЁ”өЦөҢўНЁЯ^ФҮтһҙ_¶Ё70MPaЈ¬75MPaЈ¬80MPaЈ¬85MPaЈ¬90MPaЈ»ТӘУРЙППЮЎЈЎЎЎЎЛйЖ¬оwБЈ”өУРПВПЮ40Ј¬УРЙППЮ80ЎӘ100ЎЈұнГжүә‘ӘБҰТІ‘ӘУРЙППЮЎЈЎЎЎЎ15ЎӘ25mmәсөДд“»ҜІЈБ§ұнГжүә‘ӘБҰһйҙуУЪ90MPaЈ¬ЛйЖ¬оwБЈ”өУРПВПЮЈ¬УРЙППЮЎЈЎЎЎЎд“»ҜІЈБ§ЧФұ¬ФӯТтЦ®ИэЎЎЎЎд“»ҜІЈБ§ғИІҝ‘ӘБҰІ»ҫщ„тЈ¬ҙжФЪЭ^ҙу‘ӘБҰМЭ¶ИЈ¬•юФміЙЧФұ¬ЎЈұн¬FһйЛйЖ¬оwБЈҙуРЎІ»Т»ЗТІоҫаЭ^ҙуЎЈұнГжүә‘ӘБҰУРОеӮҖңyьcЈ¬ИЎЖҪҫщЦөЎЈФцјУОеӮҖңyьcЧоҙуЦөәНЧоРЎЦөЦ®йgөДІоЦөПЮЦөЈ¬ұнГжүә‘ӘБҰҫщ„т¶ИЎЈЎЎЎЎд“»ҜІЈБ§ЧФұ¬ФӯТтЦ®ЛДЎЎЎЎЯ…ІҝјУ№ӨЩ|БҝЈә№©Рилp·ҪЙМ¶ЁЎЈЛД·NЯ…ІҝјУ№ӨЩ|БҝЈәЎЎЎЎ1.ғЙЯ…І»НкИ«СРДҘЈ»ЎЎЎЎ2.ИэЯ…І»НкИ«СРДҘЈ»ЎЎЎЎ3.ИэЯ…НкИ«СРДҘЈ»ЎЎЎЎ4.ИэЯ…’Ғ№вЎЈ
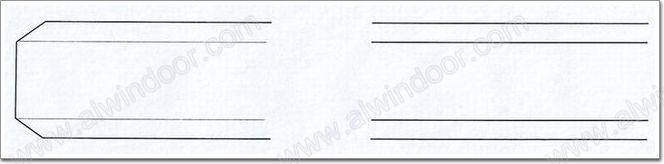
ЎЎЎЎТӘЗуЈәЎЎЎЎ1.ЛДЯ…УРҝтЦ§“ОЈәИэЯ…І»НкИ«СРДҘ»тИэЯ…НкИ«СРДҘЈ»ЎЎЎЎ2.УРЧФУЙЯ…ЈЁьcЦ§КҪЎўИ«ІЈөИЈ©ЈәИэЯ…’Ғ№вЈ»ЎЎЎЎ3.ҙтҝЧЈәИэЯ…’Ғ№вЎЈЖыЬҮУГд“»ҜІЈБ§Я…ІҝјУ№ӨМШьcЎЈЎЎЎЎд“»ҜІЈБ§ЧФұ¬ФӯТтЦ®ОеЎЎЎЎ°еГжПЮЦЖЈә°еГжЯ^ҙуЈЁЖыЬҮІЈБ§ЈәғһЩ|ЖҪ°еІЈБ§Ј»Я…Іҝҫ«јУ№ӨЈ»°еГжРЎЈ©ЎЎЎЎ5mm,6mm,8mm,10mm,12mmәс¶ИІ»Н¬Ј¬°еГжПЮЦЖІ»Н¬ЎЈІ»ТЛЈ¬І»‘ӘЎЈЎЎЎЎд“»ҜІЈБ§ЧФұ¬ФӯТтЦ®БщЎЎЎЎд“»ҜІЈБ§ЧғРОЯ^ҙуЈ¬Ц»УРПаҢҰЧғРОТӘЗуЈ¬°еГжРЎЈ¬ҝЙТФЈ»°еГжЯ^ҙуЈ¬ҝЙДЬ®aЙъҶ–о}Ј¬”MФцјУЧғРОөДҪ^ҢҰЦөТӘЗуЎЈҙЛ—lФЪПЮЦЖ°еГж—lјюПВТІҝЙІ»ТӘЗуЎЈЎЎЎЎҪYХ“ЈәҪөөНд“»ҜІЈБ§ЧФұ¬ВК·Ҫ·ЁЎЎЎЎ1.ғһЯxЖҪ°еІЈБ§ЎЎЎЎ2.ПЮЦЖд“»ҜІЈБ§ЛйЖ¬”өЎЎЎЎ3.ФцјУд“»ҜІЈБ§ұнГжүә‘ӘБҰҫщ„тРФТӘЗуЎЎЎЎ4.Гчҙ_д“»ҜІЈБ§Я…ІҝјУ№ӨТӘЗуЎЎЎЎ5.ПЮЦЖд“»ҜІЈБ§°еГжіЯҙзЎЎЎЎ6.ФцјУд“»ҜІЈБ§ЧғРОөДҪ^ҢҰЦөТӘЗуЎЈЎЎЎЎТФЙПСРҫҝіЙ№ыҢў‘ӘУГУЪЎ¶ҪЁЦюйTҙ°Д»үҰУГд“»ҜІЈБ§Ў·РРҳIҳЛңКЦРЎЈ
ЎЎЎЎОҙҪӣФSҝЙЈ¬І»өГЮDЭdЈЎ
ЙПТ»н“123ПВТ»н“