������ƪ����(n��i)����[�Ї�(gu��)Ļ���W(w��ng)]���������l(f��)����
������һ���E���a(ch��n)ǰ��(zh��n)��
������ ���a(ch��n)���ӵ��O(sh��)Ӌ(j��)���l(f��)����ԪĻ����K�ӹ��D���M�b�D���C��Ŀ�����(x��)����Ӌ(j��)�����İl(f��)�����a(ch��n)�΄�(w��)Ӌ(j��)��֪ͨ�κ�Ԕ��(x��)�ˌ�(du��)������ϔ�(sh��)��(j��)�Ƿ�һ�¡�
������ ���D��������(x��)�����ƹ����°l(f��)��ԪĻ�������~�l�����塱���ИI(y��)��ٿ��ṩ���K�ӹ��D���M�b�D���������P(gu��n)�����ߡ�
�����ڶ����E�������I(l��ng)��
������ ���a(ch��n)��������(x��)���_(k��i)�����I(l��ng)�Æε��}(c��ng)��(k��)�I(l��ng)ȡ���ϡ�
������ Ҫ���Ͳ����~�l���Ͳġ����ИI(y��)��ٿ��ṩ����̖(h��o)�cҎ(gu��)���(zh��n)�_������Ϳ�ӻ������ӟo(w��)������
�����������E���ӹ�
������ �Ͳ�
�����a(ch��n)ǰ��(zh��n)����I(l��ng)ȡ���ϡ����ϡ���(sh��)�ؼӹ������@㊼ӹ����Ͳı��o(h��)���z�(y��n)�����(k��)
����A.��(y��n)�ӹ��D���ߴ�(��(du��)�ռ�(x��)Ŀ�����ײı�)Ҫ���M(j��n)�мӹ�,�יz��횈�(zh��)�С�
����B.�ڼӹ��^(gu��)���Ќ�(du��)�Ͳı���ע�Ᵽ�o(h��)�����ℝ����ÿ������֮���횰��Xм�����Ƀ���
����C.���(l��i)��ţ���(bi��o)�R(sh��)(�ͲĴ�̖(h��o)���ӹ��D̖(h��o)�����ϳߴ��)�����������ͲIJ��ܻ�����
����D.��(du��)���н��Ͳĸ���(y��ng)ע�⣬�нǽǶȸ����(zh��n)�_���r(sh��)����z��
������ ����

��������(x��)Ŀ���M�b�DҪ������̖(h��o)(��(gu��)��(bi��o)̖(h��o))��Ҏ(gu��)��ʹ�ò�λ,�����S�������������
�������IJ��E���M��
������ �пղ������~�l���пղ��������ИI(y��)��ٿ��ṩ���M��
��������(x��)Ŀ�п�������̖(h��o)�x�Ĝ�(zh��n)�_����ͬ�r(sh��)�M(j��n)�гߴ��(f��)�˼������z�y(c��)(�����S�Є������Ѽy��ȱ߅��ȱ��)��
������ �X���M��
��������(x��)Ŀ�X���̖(h��o)�x�Ĝ�(zh��n)�_����ͬ�r(sh��)�M(j��n)�гߴ��(f��)�˼��X��z�y(c��)(�����S�Є�����ȱ��)��
����������߅��M��
����a.���ӹ��DҪ��ӹ����Ϻ����z�l,�M��̎ȥë�̡�
����b.���õ�(gu��)�a(ch��n)EP134�M�ǙC(j��)���~�l���M�ǙC(j��)�����ИI(y��)��ٿ��ṩ���M�ǣ��M��ǰ�ڽM��̎Ϳ�ܷ��z���M��̎���ȱ��C��(n��i)ҕ��Ч����
����c.�z�l���_���b��������Ȼ��B(t��i)���M�Ǻ���z�l��(du��)��̎���zˮ�ɿ�ճ����
�����������ȿ�M��
����a.��(y��n)�ӹ��DҪ��ӹ��ȿ���,�M��̎ȥë�̡�ÿ�ε�(gu��)�a(ch��n)UAS䏼ӹ�ǰ���ԇ�ӹ�һ֧�Ͳ�,�Դ_���ӹ��������יz�ϸ�����������a(ch��n)��
����b.�����ȿ��ϼӹ��y�ȴ��100%�z�(y��n)��
����c.���ýM�ǙC(j��)�M�ǣ��M��ǰ�ڽM��̎Ϳ�ܷ��z���M��̎���ȱ��C��(n��i)ҕ��Ч�����M���pС�A��(0��0.5mm)��
����d.���c(di��n)�i���b���D��Ҫ���M(j��n)�а��b��ʹ���N�������X�ۃ�(n��i)����(d��ng)���磬�ֱ��D(zhu��n)��(d��ng)�`�
���������������M��
����a.����(x��)Ŀ�пղ�����̖(h��o)�x�Ĝ�(zh��n)�_����ͬ�r(sh��)�M(j��n)�гߴ��(f��)�˼������z�y(c��)(�����S�Є������Ѽy��ȱ߅��ȱ��)��
����b.���M�b�DҪ��Ѳ����̶����ȿ���, ע��߅���ߴ硣
����c.�Y(ji��)��(g��u)�z�z�pҪע�M�����϶����ƽ��ʹ��ҕЧ�����^���Ƀ�����Ҏ(gu��)���̻��r(sh��)�g�o�ú����ʹ�á�
����ע�⣺��(y��n)����ƺ�ȳߴ繫�
�������M����Ҫ��
�����ڽM�����@̎�N��(bi��o)�R(sh��)���(xi��)��(du��)��(y��ng)������������̖(h��o)���D��?zh��)����������������z��T�z�(y��n)�Y(ji��)����
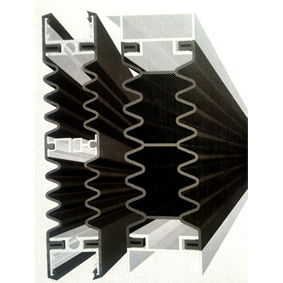
�������岽�E����ԪʽĻ����K����M�b
����(1)��Ԫ���K��ܵĽM�b
������ ��ܽM�b
����A. �ѹ����_(t��i)�����Ƀ������M�b�D��(x��)Ŀ������Ҫ���Ͳġ�������(zh��n)���Rȫ��
����B. �љM�Q���ϵ��z�l�ȴ���, �ɶ˸���10mmʹ�z�l̎����Ȼ��B(t��i)�����(du��)���Q���z �l �ۿ����Q����⣬�ɶ������F(xi��n)��(ch��ng)���b�r(sh��)���е����Է�ֹ�z�l�Ʉ�(d��ng)��׃����Ó����
����C. �M���z�l�����M��r(sh��)���
����D. �M����^(�c�Q���(c��)����|��λ)��Ϳ�ܷ��z�����1mm;���M�b�DҪ���M(j��n)�нM������ᔿ׃�(n��i)ע���m���ܷ��z��Ȼ��Q�o���ٰ��ñ̎���z�ܷ⣬�Դ_������ķ��ɼ�ᔿ�̎��ˮ�������ڰ��b�M��֮ǰ��֧�μ�(3֧)���M�b�D��ʾ�Z���Q��ۿڃ�(n��i)��
����E. �M��r(sh��)ע��M�Q����^̎ƽ��(�ԃ�(n��i)ҕ�����)�������S���F(xi��n)�A��;��K���γߴ繫����1mm����(du��)�Ǿ��ߴ繫������ڡ�3mm֮��(n��i)��
����F. �M�Q��M�b�M���_(k��i)�ڲ�λ���M�b�D��ʾ���ܷ��z
����ע�⣺�����z̎�Ͳı����ڴ��z֮ǰ�������֬�ԡ�ȥ���ԡ��]�l(f��)�ԏ�(qi��ng)���坍��(���ͪ�����I(y��)�ƾ���)��ϴ��

�����������E����K�M�b
������ �пղ����M�����b
����A. ��(du��)�սM�b��(x��)Ŀ�пղ����M����̖(h��o)�xȡ�M��, ���M�b�DҪ���M(j��n)�нM�b��
����B. ȫ��ƽ���ڿ�܃�(n��i), ʹ��������c�i�����~�l���i�ۡ����ИI(y��)��ٿ��ṩ��λ������(du��)��(y��ng), ���������Ƶ�λ��
����C. ���b��λ��Ƭ, �ñ̎���z�ܷ�, �������z�|, ��ĭ����
����ע�⣺ʹ������߅�c���z�|��(sh��)���|, �ɂ�(c��)�c���߅����(du��)�R��
������ �X��M�����b
����A.��(du��)�սM�b��(x��)Ŀ�X�徎̖(h��o)�xȡ�M��,���M�b�DҪ���M(j��n)�нM�b��
����B.���X��M��ƽ���ڿ���ϣ������������Ƶ�λ�������������Ƶ�λ���X��M���{(di��o)��λ��(�ɂ�(c��)�c֧�μ�߅����(du��)�R���ϸ����c�ϙM��ȫ����(sh��)���|)��̶���
��������߅��M�����b
����a. ��(du��)�սM�b��(x��)Ŀ����߅��M����̖(h��o)�xȡ�M��,���M�b�DҪ���M(j��n)�нM�b��ȫ��ƽ���ڿ�܃�(n��i)��
����b. �Ȱуɂ�(c��)�Î��z����ᔹ̶�,������ᔷքe�c���·��ęM���B�ӡ�ע���ñ,��^̎Ĩ�z�����Cᔿ�̎��ˮ����,Ҫ�����^�Ƀ���
����c. ߅��M���̶���߅����߅�c�M�Q��(g��u)�ɵ��z��(4X5)���z�ܷ⣬���C��(n��i)ҕЧ�����^���Ƀ�������ɂ�(c��)�Q��ۃ�(n��i)�z�۷�����ĭ�������z�ܷ⣬�ɶ��_(k��i)��̎����ĭ�����ú������z�ܷ⡣Ȼ�����Q���(c��)���_(k��i)�aˮ�צ�10���ҡ���(du��)�ն��c(di��n)�i�M�b�D���i�K��߅���ϵ�����λ�ã����i�K���ڶ�λ�_(t��i)�ϡ��Ȱ��b��߅���{(di��o)���λ;���g�ľo����ᔴ����������M���{(di��o)��λ�ú��ٰ��b��
�����пղ����M�����b
����a. ��(du��)�սM�b��(x��)Ŀ�пղ����M����̖(h��o)�xȡ�M��,���M�b�DҪ���M(j��n)�нM�b��
����b. ȫ��ƽ���ڿ�܃�(n��i),ʹ��������c�i��λ������(du��)��(y��ng), ���������Ƶ�λ��
����c. ���b��λ��Ƭ,�ñ̎���z�ܷ�,�������z�|,��ĭ����
����ע�⣺ʹ������߅�c���z�|��(sh��)���|, �ɂ�(c��)�c���߅����(du��)�R��
�������������M�����b
����a. ��(du��)�սM�b��(x��)Ŀ���������M����̖(h��o)�xȡ�M��,���M�b�DҪ���M(j��n)�нM�b��
����b. �������������M������ȿ���S�����^���~�l�����^�����ИI(y��)��ٿ��ṩ��̎���Xм���z�Ț����
����c. �Ѳ��������M�����ڒ��S�ϣ����з���;���b�����������Թ�����z���룬�ñ̎Ĩ�z�ܷ⡣
����d. ���b��s֧�Σ��{(di��o)���_(k��i)���Ƕ�(���30��)����ᔹ̶����Թ�ᔎ��z���룬�ñ̎Ĩ�z�ܷ⡣
����e. �D(zhu��n)��(d��ng)�ֱ����{(di��o)���i�Kλ�á�Ҫ���ֱ��D(zhu��n)��(d��ng)�����m�ȡ��`������_(k��i)�����硣
����f. ���o�i�K�{(di��o)��ᔣ������Թ������Ҫ��ᔎ��z���룬�ñ̎Ĩ�z�ܷ⣬ʹ��ҕЧ�����^���Ƀ���
������ �X�尲�b
����A.��(du��)�սM�b��(x��)Ŀ�X�徎̖(h��o)�xȡ�M��,���M�b�DҪ���M(j��n)�нM�b��
����B.���X��M��ƽ���ڿ���ϣ������������Ƶ�λ�������������Ƶ�λ���X��M���{(di��o)��λ��(�ɂ�(c��)�c֧�μ�߅����(du��)�R�����ȫ����(sh��)���|)��̶���
�����������b
����a. �ܷ���: ���ڹ�ˇ��̎Ϳ�ܷ��z,Ȼ�����ܷ���,Ҫ����ҕЧ�����^���Ƀ���
����b. ��ˮ�L(f��ng)����: �����坍����ϴ�ϙM���_(k��i)��̎�Ͳĵ���,���zˮճ�ӡ�Ҫ����ˮ�L(f��ng)���Ͼ��з��ã����w��ˮ�ڡ�
������ ���ܷ��z
����A. ��(zh��n)�乤��: �z�y(c��)��ԪĻ����K�����γߴ�, ���횈���
����B. �пղ����M����߅�ܷ⡣
����C. �ڰ�M���·����пղ����M��������^�ܷ⣬Ȼ�����Q���(c��)���_(k��i)�aˮ�צ�10���ҡ�
����D. ��(du��)���ܰl(f��)����ˮ�B�Ŀp϶̎��Ҫ����z�ܷ⡣
������ �b��۰����۰尲�b
����A. ��(du��)�սM�b��(x��)Ŀ���b۰�Ҏ(gu��)�����_�xȡ���衣
����B. ��(du��)�սM�b�D���_���b�z�l��ע�ⷽ���z�l�ۿ����Q����⣬�Է�ֹ�z�l�Ʉ�(d��ng)��Ó�䡣
����C. ��(du��)�սM�b�D���_���b�b۰塢�۰壬Ȼ��������(du��)��(y��ng)�z�l��
�������д��z����ȫ������˾���T(m��n)�Ĵ��z܇(ch��)�g��ɡ�
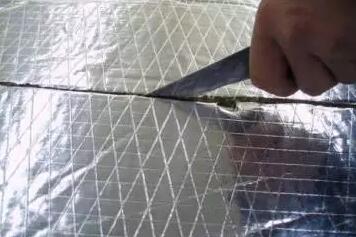
�������߲��E����ϴ��K
�����ц�ԪĻ����K��(n��i)��ҕ�������Ƀ�,�ц�ԪĻ����K��̖(h��o)��(bi��o)�R(sh��)��(bi��o)�ڽy(t��ng)һλ��,�Ա��ڲ��ҡ�
�����ڰ˲��E����Ʒ�z�(y��n)
������ �ˌ�(du��)����ԪĻ����K�M�b�^(gu��)���|(zh��)���z��������ˌ�(du��)������z�(y��n)�T�Пo(w��)©�z����(bi��o)�R(sh��)���Пo(w��)©�(xi��ng)����(du��)���γߴ簴�M�b�D�z�(y��n)����(du��)ע�z�|(zh��)���M(j��n)�Йz�(y��n)��
������ ��(du��)�սM�b�D���z�(y��n)�M���Пo(w��)���b��©�b����˨���~�l����˨�����ИI(y��)��ٿ��ṩ���Ƿ��Ʉ�(d��ng)���_(k��i)�������D(zhu��n)��(d��ng)�Ƿ��`�
������ �ϸ�Ʒ����(bi��o)�R(sh��)����ӛ䛣��Ԃ���ҡ�����ָ���ĵط������NҎ(gu��)�����(g��)������_(k��i)�[�Ų�����(bi��o)ӛ��
������ ��Ʒ�z�(y��n)�r(sh��)���ؙz�飬��ԪĻ����K�����γߴ磬ע�z�|(zh��)�����������X�弰�X�Ͳ��ı����|(zh��)����
�����ھ��£���Ʒ�̻����b܇(ch��)
��������ڱ����_(k��i)ʼ�̻�ǰ���M(j��n)�̻��^(q��)������ȫ�̻�ǰ���ð��(d��ng)����ԪĻ����K횔[���ڌ��õĹ�λ�����ϣ���ԪĻ����K�̶��ڹ�λ�����Ϻ���ܵ���
��������?ji��n)�Ԫ��K�M�b��ˇ����
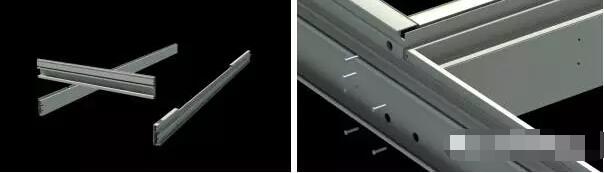
�������� ����Ԫ����z�l���� ����Ԫ��ճ�����N�������Ԫ�M�����Ϳ�ܷ��z�������Ԫ�Q�����Ϳ�ܷ��z�������Ԫ�M�������Ԫ�����횈�z�������Ԫ��z�y(c��)�������Ԫ����^Ϳ�ܷ��z���� �����b��Ԫ���幤������b��Ԫ�����Ƭ������и��r�����~�l���r�ޡ����ИI(y��)��ٿ��ṩ����������b�r�������b�r���ӏ�(qi��ng)�����~�l���ӏ�(qi��ng)����ИI(y��)��ٿ��ṩ�������ճ�X���z������ ����Ԫ����Ϳ�ܷ��z������坍���������ճ�����N��������벣�����{(di��o)��������z�y(c��)�����ע�Y(ji��)��(g��u)�z����������Y(ji��)��(g��u)�z���� ���̻����� ��ճ���y������ ��ճ�p���N��������M���z�l���� �����Q���z�l�����Ϳ�ܷ��z������z�l�Dz�Ϳ�ܷ��z���� �������ܷ��z���� ���̻�������坍����

����a. ����������
�����Ɍ��˰��O(sh��)Ӌ(j��)�D������(x��)Ŀ��������(j��ng)�z���Ͳļ��丽�������?sh��)ȟo(w��)�|(zh��)����(w��n)�}���\(y��n)���M�b��λ��
������Ԫ����z�l����

������������
������ȥ�M���Q�����ë���c�Xм�����O(sh��)Ӌ(j��)�D�����z�l����M���Q����z�l�ۃ�(n��i)������ƣ���(f��)ԭ�z�l�����������҃ɶ��L(zh��ng)���ͲĶ���25mm�����R���z�l�c��ɶ�ע���zˮ�����C�z�l���Z��(d��ng)���z�l�ĵ�ƫ����Ԫ��(n��i)��(c��)��

������Ԫ��ճ�����N����
��������������
�����ڿ��ͲČ�(du��)�Ӷ���ǻ��(n��i)ճ�����N(5*5)�����C�ι̣��c���ͲĶ���ƽ�У� �҆����N���(c��)���ͲĶ���5mm��
����a. ��Ԫ�M�����Ϳ�ܷ��z����

��������������ʹ�á����KĨ�����IJ����������M��ǻ��(n��i)�����N���(c��)�Ļ��漰�M�������øɃ������ք�(d��ng)�z�����ͺ��ܷ��z(��ɫ)����Ϳ�ڙM�����͆����N��(c��)�棬ͬ�r(sh��)��ᔿ׃�(n��i)ע�z�����C�M�����Ϳ�z���2-3mm�������NͿ�z���7-8mm.
����a. ��Ԫ�Q�����Ϳ�ܷ��z����

������������
����ʹ�á����KĨ�����IJ����������Q��ǻ��(n��i)�����N���(c��)�Ļ��漰�Q�������øɃ������ք�(d��ng)�z�����ͺ��ܷ��z(��ɫ)����Ϳ���Q�����͆����N��(c��)�棬ͬ�r(sh��)��ᔿ׃�(n��i)ע�z�����C�Q�����Ϳ�z���2-3mm�������NͿ�z���7-8mm.
����a. ��Ԫ�M����

������������
�����Ú��(d��ng)���ӌ�ʮ�ֵ��^���Σ��ñP(p��n)�^�Թ�ᔌ����Ͳ��B���ι̣��Թ�ᔱ���c�ͲĴ�ֱ�����C�B�Ӳ�λ�b����A��p϶����(du��)�Ǿ����ψD�����g(sh��)Ҫ�����L(f��ng)�܌���Ԫ�ϵ��Xм������
����a. ��Ԫ�����횈�z����

������������
������Ĩ���ΰ匢�����چ�Ԫ��(n��i)���(c��)���ͺ��ܷ��z�����Ƀ���

�����z�y(c��)��Ԫ�A��
������������
������ֱ�dz����ߙz�y(c��)��Ԫ�A����C��Ԫ��̎�A���0.2mm.

�����z�y(c��)��Ԫ�p϶
������������
���������ߙz�y(c��)��Ԫ�p϶�����C��Ԫ��̎�p϶��0.2mm.
����a. �z�y(c��)��Ԫ��(du��)�Ǿ�

������������
������䓾��ߙz�y(c��)��Ԫ��(du��)�Ǿ������C��Ԫ��(du��)�Ǿ���2mm���L(zh��ng)����ƫ���0.5mm.
����a. ��Ԫ����^Ϳ�ܷ��z����

������������
������Ԫ�B���ι̺�(du��)�������?sh��)��ñ����^���ք�(d��ng)�z��Ϳ�ͺ��ܷ��z(��ɫ)��
����a. ���b��Ԫ���幤��

������������
����������ƽ��ڹ��b�ϣ��������|Ƭ�{(di��o)�������c�M���Q���g϶��ʹ������У�Ȼ���Ú��(d��ng)���ӌ�ʮ�ֵ��^���Σ������b�����õ����P��P(p��n)�^�Թ�ᔰѱ��塢�����|Ƭ�c�M���Q���B���ι̡�(ע�⣺���(d��ng)�����c����֮�g��횱��ִ�ֱ)��
����a. ���b��Ԫ�����Ƭ����

������������
�����ѹ��b�̶��ڙM���Q���ϣ��_���ø���Ƭ��λ�ã�������@�����@��(��횱��C�@�^�c�M���Q��ֱ)���Ú��(d��ng)���ӌ�ʮ�ֵ��^���Σ�����Ƭ�ò��P䓱P(p��n)�^�Թ�ᔰѽ�Ƭ���b�ڙM���Q���ϣ����ڽ�Ƭ�c��֮�g���������|Ƭ���|Ƭ�c��֮�gͿ�ͺ��ܷ��z(��ɫ)�����ǰᔿ�ע�z���ñ���β�w�z��֮���z���Xм�����Ƀ���
����a. �и�r����
������������
�����ñڼ������r����(j��)�D���ߴ��и���͡�
����a. ���b�r����

������������
�������r��ƽ���ڱ����ϣ��r���c�M���Q�������g϶��(y��ng)��ȡ�����
����a. ���b�r�ӏ�(qi��ng)���

������������
�������ӏ�(qi��ng)���c�Q���B���õĿ�������@�@��(��횱��C�@�^�c�Q��ֱ)���Ú��(d��ng)���ӌ�ʮ�ֵ��^���Σ��ò��P䓱P(p��n)�^�Թ�ᔌ��ӏ�(qi��ng)���c�Q��̶���֮���Xм�����Ƀ���
����a. ճ�X���z������

������������
�������X���z�������Ўr���ӿp�Լ��r���c�M���Q�����ܵ��g϶̎ճ�ӣ������S���^Ҋ(ji��n)���r�z��
����a. ��Ԫ����Ϳ�ܷ��z����

������������
������Ԫ���塢�r�ް��b��ɺ����ք�(d��ng)�z���ڱ����c���Ͳĵ��g϶̎Ϳ�ͺ��ܷ��z(��ɫ)���z�pҪ�B�m(x��)��M��ƽ�����⻬�����^���o(w��)�������o(w��)���^���o(w��)���z���o(w��)�w߅���o(w��)���E���D(zhu��n)��̎�A���^(gu��)�ɡ��o(w��)ȱ����������^Ϳ�ͺ��ܷ��z(��ɫ)��֮���z�����Ƀ���
����a. �坍��������

������������
�������пղ������ڽM�b���ϣ����пղ������ܵĚ��z�����Ƀ���֮���пղ���������øɃ���ͬ�r(sh��)�z���пղ��������Пo(w��)�������Ɠp��

����ճ�p���N����
������������
���������D��Ҫ����p���N���D��λ��ճ�ڿ��Ͳ��ϣ��p���N���^̎��(y��ng)�и�ƽֱ����(du��)�ӕr(sh��)���փ��p���Nƽ�С����^�o(w��)�p϶;���^����چ�Ԫ���Q���Ϸ��Լ����ϙM���ϣ����C��Ԫ�������^;֮�����N���o(h��)�����ҵ���
����a. ���벣�����{(di��o)������--���벣��

������������
���������P(p��n)�����пղ������棬֮���пղ������چ����N�ϡ�

�������벣�����{(di��o)������(�{(di��o)������)
������������
�����{(di��o)���пղ���λ�ã������c�Q��߅����x�����²��c�p���N����(y��n)��ͬ�r(sh��)ע�Ᵽ�C�p���Nƽ�����o(w��)���u���c����ճ���ι̡�
����a. �z�y(c��)����

������������
������ֱ�dz����ߙz�y(c��)�пղ������A����C�пղ����A���0.5mm.

����ע�Y(ji��)��(g��u)�z����
������������
�������пղ����c���Ͳ�֮�gͿ�Y(ji��)��(g��u)�z(��ɫ)��Ҫ���z�pҪ�B�m(x��)��M��ƽ�����⻬�����^���o(w��)���ݡ��o(w��)���^���o(w��)���z���o(w��)�w߅���o(w��)���E���D(zhu��n)��̎�A���^(gu��)�ɡ��o(w��)ȱ����ѣ��c�пղ���ƽ�R��
����ע�⣺1��ÿ��Ϳ�Y(ji��)��(g��u)�z֮ǰ��횙z��Y(ji��)��(g��u)�z��ʹ�����ڣ����C�Y(ji��)��(g��u)�z�ڱ��|(zh��)�ڃ�(n��i)ʹ��;����Ϳ�Y(ji��)��(g��u)�z֮ǰ������Y(ji��)��(g��u)�z�ĸ��(xi��ng)ԇ�(y��n)���_������ʹ��!��
����2����ͪ�Y(ji��)��(g��u)�z��(y��ng)�ڜض�10�桫40�棬����(du��)���40%��80%���坍�h(hu��n)���l����ʹ�ã��@�ӿ��ԫ@���^�ѵ�ճ�Y(ji��)Ч����
����a. �����Y(ji��)��(g��u)�z����

������������
�����ùΰ匢����ĽY(ji��)��(g��u)�z��ƽ���z�pҪ���⻬���R�����o(w��)���ݡ��ް����Ѻۡ�������Ě��z�����Ƀ���
����a. �̻�����
������������
������Ԫ�����Y(ji��)��(g��u)�z���ڹ̻��^(q��)�̻����̻��^(q��)��(y��ng)���C��Ԫ�̻�����Ҫ�Ĝض�(15��-30��)�����(40%-60%)�������h(hu��n)�����̻��r(sh��)��(y��n)���Ƅ�(d��ng)��Ԫ��
����a. ճ���y������

������������
���������y������ƽֱ��ճ���пղ��������o(h��)�пղ�����Ϳ�ܷ��z�r(sh��)����������
����a. ������ĭ������

������������
�����ڲ���֮�g�γɵ�ע�z����������ĭ��(���D��Ҫ��)�����Ì��ù���ʹ��ĭ��������ڲ���������4-5mm.
����a. ���M���z�l����

������������
������ȥ�M�����ë���c�Xм�����O(sh��)Ӌ(j��)�D�����z�l����M����z�l�ۃ�(n��i)������ƣ���(f��)ԭ�z�l�����������҃ɶ��L(zh��ng)���ͲĶ���25mm�����R���á����KĨ�����IJ����������z�l��(n��i)��(c��)��ϴ�Ƀ������M���z�l�c�p���N���ճ�N��
����a. ���Q���z�l����
������������
������ȥ�Q�����ë���c�Xм�����O(sh��)Ӌ(j��)�D�����z�l�����Q����z�l�ۃ�(n��i)������ƣ���(f��)ԭ�z�l�����������҃ɶ��L(zh��ng)���ͲĶ���25mm�����R���á����KĨ�����IJ����������z�l��(n��i)��(c��)��ϴ�Ƀ������M���z�l�c�p���N���ճ�N��
����a. Ϳ�ܷ��z����

������������
�����á����KĨ�����IJ����������M���Q���z�l������֮�g��ϴ�Ƀ������ք�(d��ng)�z��ע���ܷ��z(��ɫ)�����C�z�pҪ�B�m(x��)��M��ƽ�����⻬�����^���o(w��)���ݡ��o(w��)���^���o(w��)���z���o(w��)�w߅���o(w��)���E��
�����D(zhu��n)��̎�A���^(gu��)�ɡ��o(w��)ȱ����ѡ�
����ע�⣺1��Ϳ�ܷ��zǰ��횙z���ܷ��z��ʹ�����ڣ����C�ܷ��z�ڱ��|(zh��)�ڃ�(n��i)ʹ�á�
����2����4��+40��Ĝضȷ�����(n��i)ʹ�ã��ô��z���D�����~�l���D�������ИI(y��)��ٿ��ṩ��ֱ��ʩ�����ɡ�
����a. �z�l�Dz�Ϳ�ܷ��z����

������������
�����á����KĨ�����IJ����������M���Q���z�l��ϴ�Ƀ������ք�(d��ng)�z���ڙM���Q���z�l��(du��)��̎ע���ܷ��z(��ɫ)�����C�Dz��z�p��R3mm�ĈA�ǣ����C���^�o(w��)���ݣ��������^��
����a. �����ܷ��z����

������������
�����������z���棬�ùΰ匢�ܷ��z��ƽ�����C�z�pҪ�B�m(x��)��M��ƽ�����⻬�����^���o(w��)���ݡ��o(w��)���^���o(w��)���z���o(w��)�w߅���o(w��)���E���D(zhu��n)��̎�A���^(gu��)�ɡ��o(w��)ȱ����ѡ������o(h��)�z�������y�������Ƀ���
����a. �̻�����

������������
������Ԫ�����ܷ��z���ڹ̻��^(q��)�̻����̻��^(q��)��(y��ng)���C��Ԫ�̻�����Ҫ�Ĝض�(15��-27��)�����(50%����)�������h(hu��n)�����̻��r(sh��)��(y��n)���Ƅ�(d��ng)��Ԫ��
����a. �坍����
������������
��������(r��n)���ͪ��ƾ��ĸɃ�Ĩ����(du��)��Ԫ�b����M(j��n)�в��ã����C�o(w��)�Xм���o(w��)�s��o(w��)���z���o(w��)��ӡ�Ⱥ��E���o(w��)�������������o(w��)�܄�ҧ�ۡ�