�����۷��
����a.���ļӹ���������ˇ�^���M(j��n)��.�A����ϡ��C(j��)е�ӹ���
����b.������ϲ���䏴����ϡ�
����c.������(bi��o)��(zh��n)�D��܇���ϼӹ���
�������F�^
����a.�F�^�ļӹ���������ˇ�^���M(j��n)�У��A����ϡ�̥ģ���ë��������̎�����C(j��)е�ӹ���
����b.�A����ϲ���䏴����ϡ�
����c.�F�^���ë�����É����C(j��)̥ģ��죬���ض���1200�桫1150���±��أ�ʹ��ӆ���K呜ضȲ�����850�棬�����ڿ՚�����Ȼ����̎����
��������Ͳ
����a.��Ͳ������������ˇ�^���M(j��n)�У��A�ϡ�̥ģ���ë��������̎�����C(j��)е�ӹ�������̎�������P����
����b.�A����ϲ���䏴����ϡ�
����c.�É����C(j��)̥ģ���ë�������ض���1200�桫1150��r���أ�ʹ�ضȾ��K�ΜضȲ�����850�棬�����ڿ՚�����Ȼ����̎����
����d.����Ͳ��(bi��o)��(zh��n)�DҪ��܇�ӹ���
����e.����(j��)�O(sh��)ӋҪ���M(j��n)�г��P̎����
������֧��
����a.֧���ӹ���������ˇ�^���M(j��n)�У�֧����
�߰���
�װ����ϡ�֧���װ�
�@����֧���߰��c�װ壬�߰��c�߰壬�߰��c��ĽM�b���ӡ�����ǰ̎�������P��������̎����Ϳ�b����
����b.֧�����߰�͵װ�����ϲ����Ϻ����_������EXA-500ȫ��X�Ԅ�䓰�
�и��C(j��)���ϡ�
����c.֧���װ�����ձ�PLM-1600L
��(sh��)��ƽ��
�@����
�u���@���ӹ���
����d.�߰��c�װ塢�߰��c�߰�ĺ��Ӳ���CO2���w���o(h��)�����ֹ�늻������ӣ����Ӳ��Ϟ麸�z��H08Mn2siA�����lE5015���߰��c���������˨��ĺ��Ӳ����ֹ�늻������x��E5016
늺��l���ӣ�����ǰ
�A(y��)��̎����Ȼ��Ӻ��ӣ�Ҫ�p���ؾ��䡣
����e.���O(sh��)ӋҪ���M(j��n)�з���ǰ̎���ͷ���̎����
������֧���A(y��)���ӹ�
����֧���A(y��)���ӹ����^�̞飺䓰�������и��䓰��ݿ����{�ӹ���
���_��˨�ӹ����M�b늺�����������
����a.֧���A(y��)���������_EXA-500ȫ��X䓰������и�C(j��)�M(j��n)��߅�������и�����C(j��)�ӹ������Ô�(sh��)��ƽ���@���M(j��n)�е��_��˨�ӹ���
����b.�M�b늺���ģ�_̥�����M(j��n)�У����_��˨�����c�A(y��)������λ��ͬ�ăɰ嶨λģ���c�A(y��)�����̥���Ϲ�ͬ��λ������λ��(zh��n)�_���M(j��n)��늺�����늺�
��s�����ȡ�¶�λģ�塣
������֧��
����a.֧�мӹ���������ˇ�^���M(j��n)�У�֧�йܼ�֧�а����ϡ����ӡ�
����b.֧�й����ϲ��ù����и�C(j��)���ϡ�
����c.֧�й��c֧�а���B�Ӳ���E4303�ֹ�늻����ӡ�
����a.����(j��)�O(sh��)ӋҪ���M(j��n)�з���ǰ̎���ͷ���̎����
����3.2�����ӹ��ęz�(y��n)�^��
���������̾W(w��ng)���������㲿����Ҫ����˨�����U������Ͳ����塢�F�^��֧����֧�У����������z�(y��n)�^�����£�
��������˨��
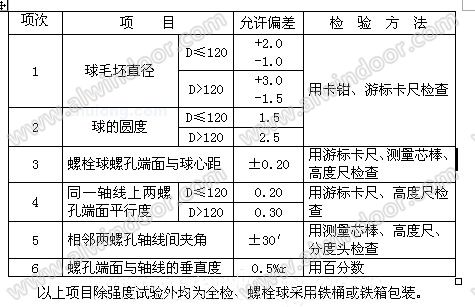
������45#�A䓽�(j��ng)ģ呡���ˇ�ӹ�����̖�����U���җU�ݿӹ���Ϳ�b�����b����˨�����Ҫ�z�y�����У�
����a.�^����
�Ѽy���÷Ŵ��R�ʹŷۿ��z�(y��n)��
����b.��˨�|(zh��)������(y��ng)�_(d��)��6H�������Ø�(bi��o)��(zh��n)�ݼyҎ(gu��)�z�(y��n)��
����c.�ݼy��(qi��ng)�ȼ���˨��(qi��ng)�ȣ����øߏ�(qi��ng)��˨���������ԇ�(y��n)�C(j��)�z�(y��n)����600ֻ��һ����ÿ��ȡ3ֻ��
����d.���Sƫ���(xi��ng)Ŀ�ęz�顣
�����ڗU����
 ��һ�123456789��һ�
��һ�123456789��һ�