�������lʽ
�����X�Ͳ��������^���ӹ�����
��(qi��ng)���������яV��ʹ���ڸ���
�T��Ļ���С���(du��)�����ļӹ���ˇ��
�X�Ͳ����a(ch��n)�S�Ҹ�λ��ʿ�����Ǻ���Ϥ����Щ߀�e����һ���ļӹ���(j��ng)�(y��n)�����nj�(du��)��Щ��?c��)?a href='../../zsk/ct.asp?id=6420' target='_blank' style='font-size:1em; border-bottom:1px dotted blue;'>�T
��Ļ���ИI(y��)���O(sh��)Ӌ(j��)�ˆT�ͷ��a(ch��n)��˾�IJ����x�ü��g(sh��)�ˆT���f����һ�����˽⡣����ͨ�^��(ji��n)�ν�B���lʽ�����X�ͲĵĽM�Ϲ�ˇ��ϣ��������(qi��ng)�T��Ļ�����O(sh��)Ӌ(j��)�ˆT��ϵ�y(t��ng)�O(sh��)Ӌ(j��)�Ќ�(du��)�ͲĽY(ji��)��(g��u)��ˇ�ԵĿ��]�ͷ��a(ch��n)��˾�IJ����x���ˆT��(du��)Ӱ�
�����Ͳ��|(zh��)�����ص��J(r��n)�R(sh��)��
������(ji��n)���f�����lʽ�����X�Ͳľ��nj���֧�A(y��)��
�D����
�X������l�S���ṩ�ĸ���l��ͨ�^��(f��)�ϼӹ������߽M�ϳ�һ�w�ď�(f��)���Ͳġ���ˣ����˲��ϱ������|(zh��)���⣬�M�ϼӹ��Ĺ�ˇˮƽ�ǛQ�������Ͳ��|(zh��)������Ҫ���ء�һ����f���M�Ϲ�ˇ�����_�X�����l��
�L���͙z�y(c��)�ĵ�����ͨ�^���õ�
�O(sh��)������ɡ�
����
��һ�����_�X
�����_�X��ͨ�^���b���_�X�C(j��)���D1���ϵ�Ӳ�|(zh��)�L�X݆���X�Ͳ����ڴ��l�IJۿ��i���L���X�������e�P(gu��n)�I��һ�����L�X݆ͨ�^��ݔ�C(j��)��(g��u)��늙C(j��)�(q��)��(d��ng)���a(ch��n)���D(zhu��n)��(d��ng)���L�X݆�⾉��60���Π���X�����X�IJۿ����벢ʩ��һ������������(d��ng)�X����ǰ�Ƅ�(d��ng)��ͬ�r(sh��)�ډ��^�IJۿ����؝L���X�����D2�����L�X݆ͨ�^
��(d��o)܉�����������{(di��o)��(ji��)�����m��(y��ng)��ͬ�߶Ⱥ͌��ȵ��Ͳġ�

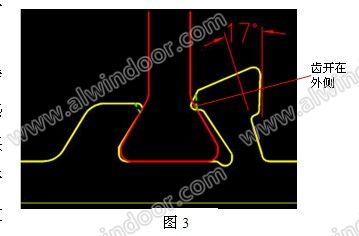
�����X��(y��ng)�_�ڲۿڵ����N�^��(c��)���ڃ�(n��i)�N�^�M���ܲ��_�X��ֻ�_�ܜ\��һ�c(di��n)�X���D3����ԭ�����ں���ĝL�������У����N�^��(hu��)�a(ch��n)�����Լ��i������A�ĵ����D(zhu��n)
׃�������_�õ��X�������l���Ķ����C�L��������X�ĵ�
���Џ�(qi��ng)�������ۿڵă�(n��i)��(c��)�鶨λ��λ���Á����C�L��������Ͳĵ����w�Π�ߴ磬�����(n��i)��(c��)���X�_�ĺܺã��L����Ҳ����������l���˛]���κ�Ч����
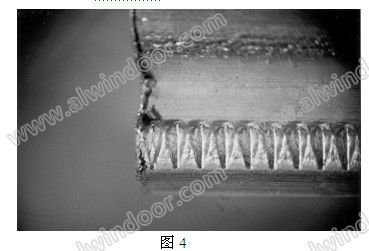
�������X�ε��X�呪(y��ng)С��0.2mm,�����^�X�������֮һ���ң�Ҋ�D4�����@�ӝL���r(sh��)�����������l��(n��i)������_�X̫�g��]���_�X�����y�ԉ������l�������Ͳĵ�
�������ܾ͟o�����C���_�X�ĺÉ���Ҫ���_�X݆�|(zh��)�����C(j��)���O(sh��)��
��(w��n)�����Ͳ���ˮƽ��Q���ġ��_�X݆�⾉���X��б�摪(y��ng)���Ҳ���(du��)�Q�����(c��)�Ƕȑ�(y��ng)��Щ���@�ӷ��㌢�X�_���X�IJۿ����(c��)���_�X݆�Ǔp�ļ����r(sh��)�gһ�L(zh��ng)�⾉���X�͕�(hu��)��u
ĥ�p��һ�㽨�h120������Ҫ�Q�µ��_�X݆����(d��ng)Ȼ�@Ҫ���_�X�P�IJ��|(zh��)����һЩ�Ď�ʮ����Ҫ���Q����һЩ���M(j��n)��݆��ʹ�ø��L(zh��ng)�ĕr(sh��)�g���õ��O(sh��)����(w��n)���Ժã����������ױ��C�_�X���|(zh��)�������O(sh��)��ķ�(w��n)����Ƿ�ѣ��͕�(hu��)����_�X�P������(d��ng)��ʹ��ͬһ֧�Ͳ�һ���_�X�ã�һ���_�X���ã�Ӱ����w���_�X�|(zh��)����
��
���ڶ��������l
�������l�nj�����lͨ�^���l�C(j��)���D5����(d��o)܉�����ѽ�(j��ng)�_���X������֧�X�ĵIJۿ��У��D6����ʹ�����B��һ����Щ�O(sh��)��Ĵ��l�����������_�X�C(j��)�У������_�X���^���о͌�����l�����X���С����l�����l���X��֮�g�]�оo�ܽY(ji��)�ϣ����Ʉ�(d��ng)�ģ��l�c�X��֮�g����Z��(d��ng)������l����늙C(j��)����(d��ng)��һ�M�X��݆�(q��)��(d��ng)��ǰ���������X�ĵIJۿ��У���ɴ��l�ġ���(du��)��һЩ�ɲۿ����ľ��xС��10mm���X�ģ�һ���y���ô��l�C(j��)ֱ�Ӵ��l���@�r(sh��)ֻ�����˹��ք�(d��ng)���l�ˡ�

 ��һ�12��һ�
��һ�12��һ�